Получение н-бутиленов дегидрированием н-бутана
Рефераты по химии / Получение н-бутиленов дегидрированием н-бутанаСтраница 3
Отработанный катализатор спускается в нижнюю часть реактора, продувается азотом для удаления углеводородных газов и попадает в транспортную линию, по которой сильной струей воздуха, поступающего из топки 9, нагнетается под давлением 1,8 атм. в нижнюю часть регенератора 7, в зону регенерации.
Регенерированный катализатор непрерывно спускается в реактор 19. Дымовые газы, содержащие продукты горения кокса, отложившегося на катализаторе, из верхней части регенератора 7 направляются в котел-утилизатор 6, служащий для получения пара, проходят увлажнитель 4, электрофильтр 3 дли улавливания частиц катализатора, и сбрасываются в атмосферу. Пар, получающийся в котлах-утилизаторах 20 и 6, проходит паросборники 8 и 5 и перегревается до 200°С в пароперегревателе 2. Катализатор в производство подается в автобункере 15. Сжатым воздухом нагнетается в питательный бункер 14, из которого периодически поступает в реактор 19.
4.Основные параметры производства
Сырье—бутановая фракция с содержанием н- С4Н10 92% (объемя.)
Температура в испарителе 1 60°С
Температура в пароперегревателе 13 550°С
Температура в реакционной зоне реактора 19 590—600°С
Температура в регенераторе 7 650°С
Давление в системе реактор-генератор 1—1,8 атм
Температура дымовых газов после котлов-утилизаторов 300°С
Средний состав реакционного газа, выходящего из контактного аппарата: водород 32, бутилен 26, бутан 34, метан 3, дивинил 2, углекислый газ 2, др. углеводороды 1% объемных.
Расход катализатора на 1 г дегидрируемой фракции 5 кг
Конверсия н-бутана 39—42%
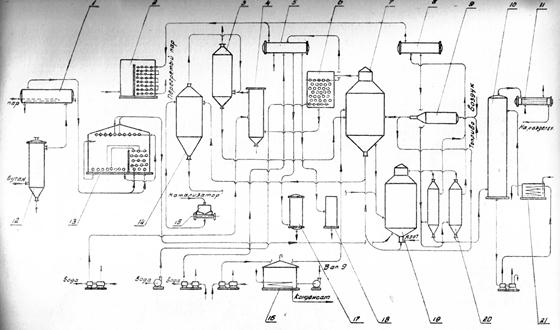
Схема № 2. Технологическая схема производства н-бутилена дегидрированием н-бутана на взвешенном катализаторе.
На схеме № 2 обозначено:
1—испаритель,
2—пароперегреватель,
3—электрофильтр,
4 —увлажнитель,
5,8—сборники пара,
6—котел-утилизатор,
7— регенератор,
9—топка под давлением,
10-скруббер,
11—холодильник контактного газа,
12—осушитель бутана,
13—трубчатая печь,
14—загрузочный бункер,
15—автобункер,
16—топливный мерник,
17—сепаратор паровой продувки,
18—барботер,
19—реактор,
20—котел-утилизатор,
21—холодильник циркулирующей воды.
5.Производство дивинила дегидрированием из бутиленов
бутилен бутан дегидрирование
Производство дивинила из бутиленов протекает в три стадии:
1) дегидрирование бутиленов;
2) первичное разделение продуктов дегидрирования бутиленов;
3) разделение фракции углеводородов С4, полученной на предыдущей стадии, с выделением технического дивинила.
Дегидрирование бутиленов проводят обычно на катализаторе, состоящем из окиси магния, окисей железа, меди и кальция. При работе железо-магниевый катализатор долгое время сохраняет высокую активность и избирательность в присутствии водяного пара. Катализаторы же, состоящие в основном из окиси хрома, хотя и обладают высокой степенью активности, но очень быстро дезактивируются при наличии водяных паров в бутиленах. Это не дает возможности применять в процессе дегидрирования водяной пар, необходимый в качестве разбавителя, понижающего парциальное давление бутиленов, что способствует увеличению выхода днвппила.
Бутилены, полученные дегидрированием н-бутана (схемы №№ 1, 2), из емкости 16 подаются насосом в печь для перегрева 17 и направляются затем в один из контактных аппаратов 1—2, работающих периодически, так как в результате побочных реакций на катализаторе отлагаются смолистые вещества и сажа, вследствие чего активность его падает. Поэтому периодически один из контактных аппаратов находится на регенерации.
В контактных аппаратах во время контактирования протекает реакция образования дивинила:
н-С4Н8 → С4Н6+Н2
Побочные реакции приводят к образованию легких углеводородов, а также к образованию смолистых веществ и сажи, вследствие дальнейшего уплотнения углеводородов.
3С4Н8 → СН4+С3Н6+С8Н14
Регенерация катализатора в контактных аппаратах производится паром, регенерациопные газы выпускаются из системы (коммуникация, необходимая для регенерации, на схеме не показана).
Реакционные газы из контактных аппаратов поступают в скруббер для охлаждения 3, орошаемый водой. Часть воды, вытекающей из этого скруббера, подается в контактные аппараты. Остальное количество воды, после охлаждения в холодильнике 10, возвращается на орошение скруббера 3.
Реакционные газы, выходящие из скруббера 3, через промежуточную емкость 19 подаются компрессором в скруббер 4, предварительно охлаждаясь в холодильнике 13. В скруббере 4, орошаемом поглотительным маслом, извлекается из реакционных газов фракция C4. Непоглощенные легкие углеводороды и водород отводятся из системы и используются как топливный газ. Поглотительное масло с содержащейся в нем фракцией С4 через подогреватель 11 подается насосом в стабилизатор 5, служащий для отделения из поглотительного масла некоторого количества поглощенных им легких углеводородов. Легкие углеводороды проходят через дефлегматор 6, отделяются от части увлеченпого поглотительного масла в фазоразделителе и выводятся из системы. Обогрев стабилизатора производится с помощью кипятильника 14.
Информация о химии
Кроуфут-Ходжкин (Crowfoot–Hodgkin), Дороти Мэри
Английский химик Дороти Мэри Кроуфут-Ходжкин родилась в Каире, в Египте, который в то время находился под властью Англии. Ее отец, Джон Уинтер Кроуфут, был известным специалистом классической английской филологии и археологом Егип ...
Виртанен (Virtanen), Арттури Илмари
Арттури Илмари ВиртаненФинский биохимик Арттури Илмари Виртанен родился в Хельсинки, в семье Серафимы (Изотало) Виртанен и Каарло Виртанен. Окончив классический лицей в Виипури (сейчас это российский г. Выборг), он поступил в Хель ...
Гесс (Hess), Герман Иванович (Герман Генрих)
Русский химик Герман Иванович (Герман Генрих) Гесс родился в Женеве в семье художника, который вскоре переехал в Россию. В 15-летнем возрасте Геcc уезжает в Дерпт (ныне Тарту, Эстония), где учится сначала в частной школе, а затем ...