Разделение смеси бензол – циклогексан – этилбензол – н-пропилбензол экстрактивной ректификацией
Рефераты по химии / Разделение смеси бензол – циклогексан – этилбензол – н-пропилбензол экстрактивной ректификациейСтраница 16
Как видно из таблицы 8, минимальные энергозатраты в кипятильниках колонн обеспечиваются при следующих значениях рабочих параметров: температуре подачи ЭА 1000С, расходе ЭА 70 моль/час, уровнях подачи экстрактивного агента и исходной смеси на 4 и 11 тарелки соответственно.
Заметим, что независимо от температуры подачи ЭА оптимальные уровни подачи экстрактивного агента и исходной смеси находятся на 4 и 11 (10-ой для Т=900С) тарелках соответственно.
Далее рассмотрим изменение энергозатрат в колонне регенерации от положения тарелки питания при различных температурах подачи экстрактивного агента. Результаты представим в табл. 9.
Таблица 9. Зависимость энергозатрат в колонне регенерации от положения тарелки питания
|
Температура, оС |
Оптимальная тарелка питания |
Энергозатраты, ГДж/час |
|
100 |
11 |
22,550 |
|
90 |
11 |
22,208 |
|
80 |
11 |
22,871 |
|
70 |
11 |
22,942 |
|
60 |
11 |
23,020 |
Как видно из табл. 9, с изменением температуры экстрактивного агента положение оптимальной тарелки питания в колонне регенерации не меняется.
Таким образом, мы провели параметрическую оптимизацию схемы экстрактивной ректификации. В итоге нами был получен набор оптимальных параметров работы технологической схемы, при котором энергопотребление минимально:
· температура подачи ЭА 100 оС;
· оптимальный расход ЭА 70 моль/ч (F:ЭА = 1:0,7);
· NЭА/NF = 4/11;
· тарелка питания колонны регенерации - 11;
Определение оптимальных рабочих параметров экстрактивной ректификации по схеме с использованием разделяющего агента во второй колонне
Рассмотрим технологическую схему разделения четырехкомпонентной азеотропной смеси с использованием тяжелолетучего экстрактивного агента, представленную на рис. 10.
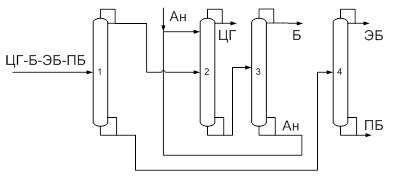
Рис. 10. Принципиальная схема разделения четырехкомпонентной азеотропной смеси
Исходная смесь, содержащая циклогексан, бензол, этилбензол, н-пропилбензол, поступает на разделение в колонну 1, где происходит отделение зеотропной и азеотропной составляющих друг от друга. Верхним продуктом колонны 1 является фракция азеотропообразующих компонентов – циклогексан-бензол, а кубовым продуктом – смесь этилбензола и н-пропилбензола, которая далее разделяется в простой двухсекционной колонне 4. Разделение смеси циклогексан – бензол происходит с применением традиционного комплекса экстрактивной ректификации с тяжелолетучим разделяющим агентом (анилин). Азеотропную смесь подают в середину колонны 2, а экстрактивный агент – в верхнюю её часть. Таким образом, происходит выделение циклогексана в качестве дистиллата колонны 2. Оставшуюся смесь бензола и анилина разделяют в колонне регенерации 3, бензол отбирают с верха колонны, а экстрактивный агент – с низа и направляют на рецикл в колонну 2.
Рассматриваемая технологическая схема относится ко второй группе схем экстрактивной ректификации, в которой первоначально происходит фракционирование смеси, а разделяющий агент применяется во второй колонне.
Снижение энергозатрат на разделение рассмотренной технологической схемы можно добиться нахождением оптимальных параметров работы её экстрактивного комплекса (при фиксированных количестве, составе и температуре исходной смеси и заданном качестве продуктовых потоков необходимо определить оптимальные температуру, расход ЭА, а также уровни ввода исходной смеси и разделяющего агента).
Все расчеты проводили на 100 кг/ч четырехкомпонентной смеси эквимолярного состава. Качество продуктовых фракций задавали равным 99% мольн. целевого компонента, экстрактивного агента – 99,9%. Разделяемую смесь подавали в колонну при температуре кипения.
На первом этапе мы исследовали влияние на энергозатраты температуры подачи в колонну ЭР при фиксированном соотношении исходная смесь : ЭА = 1 : 2.
Мы рассчитали энергозатраты при температурах подачи ЭА в колонну 60, 70, 80, 90 и 100 °С. При этом для каждой температуры определили положение тарелок питания, при котором энергопотребление в кубе минимально. Результаты расчета приведены в табл.10 и рис. 11.
Информация о химии
Фарадей (Faraday), Майкл
Английский физик Майкл Фарадей родился в предместье Лондона в семье кузнеца. Окончив начальную школу, с двенадцати лет он работал разносчиком газет, а в 1804 г. поступил в ученики к переплетчику Рибо, французскому эмигранту, всяче ...
I — Иод
ИОД (йод) (лат. Iodum), I (читается «йод»), химический элемент с атомным номером 53, атомная масса 126,9045. Иод расположен в пятом периоде в группе VIIА периодической системы элементов Менделеева, относится к галоген ...
Ar — Аргон
АРГОН (лат. Argon), Ar, химический элемент VIII группы периодической системы, атомный номер 18, атомная масса 39,948, относится к инертным, или благородным, газам. Природный аргон состоит из трех стабильных нуклидов: 36Ar (0,337%) ...